联系:15111208812
邮 箱:461850164@qq.com
网址:www.nbtongchuang.cn
地 址:浙江省宁波市北仑区大碶街道莘峰村詹家97号2幢1号第五间
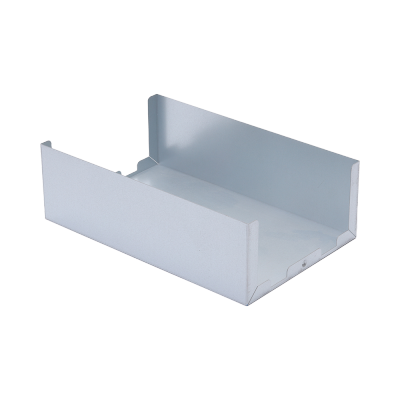
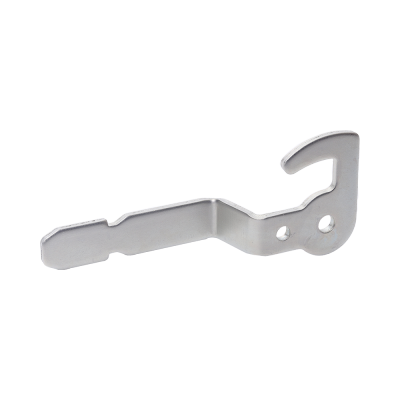
高速精密冲压件均以高速精密压力机生产线和多工位硬质合金级进模作为主要工艺手段实施量产,其中也包含冲裁、拉深、弯曲、翻边、铆接等工序复合的级进模具。材料多为卷状带料,由自动放料架自动放料,一般需经校平机矫平。经过矫平的材料由高速压力机附属送料机,进行自动送料。为改善冲压性能,材料表面需浸或喷冲压油,选择冲压油同时需要评估后工序的需要。制件一般由收料机卷盘自动包装,制件加层间纸或塑料薄膜,或由传送带直接送入集料器。部分冲压件需进行后处理,如清洗、电镀等。绝大多数精密冲压件生产厂以单机自动化生产,个别复杂制件采用多机自动生产线。
微成形冲压件主要有薄板的微拉深、增量成形、微冲裁和微弯曲等微冲压方法。与传统冲压工艺相比,虽然过程相同,但微冲压并不是传统冲压形状的简单缩小。
随着成形零件尺寸缩小,微冲压具有以下的特点。
1)其表面积和体积之比增大,从而影响到温度条件。
2)零件尺寸越小,工模具之间的黏附力和表面张力的影响越大。
3)晶粒尺度的影响很显著,不再像传统的成形那样,被看成同性的均匀连续体。
5)零件的尺寸越小,闭式的润滑坑面积占总润滑面积的比例缩小,工件表面存储润滑剂越困难。
4)当产品的宽度尺寸和板厚相当时,很高的应变速率会影响到材料的塑性和微观组织,特别是晶粒尺寸和典型的工件尺寸。