联系:15111208812
邮 箱:461850164@qq.com
网址:www.nbtongchuang.cn
地 址:浙江省宁波市北仑区大碶街道莘峰村詹家97号2幢1号第五间
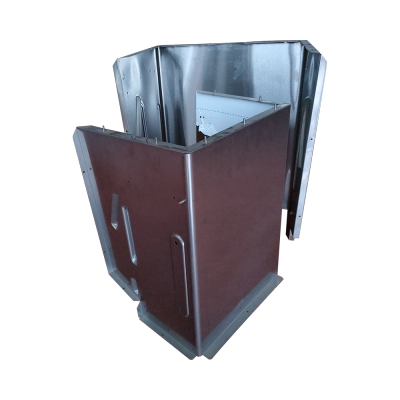
冲压件加工厂中冲裁件的工艺性能就是指冲裁件加工工艺的适应能力。
在一般情况下,对冲裁件工艺性能危害较大的是几何形状规格和精度要求。优良的工艺性能理应能达到原材料较省、工艺流程偏少、模具制造非常容易、使用寿命长、实际操作便捷及产品品质平稳等功能和规定。
1)冲压件加工厂中冲裁件的几何形状不适合太大。冲裁件的获取是借助磨具在设备或液压压力机上工作中发生的;其尺寸大小遭受冲压机操作台尺寸的限定。其薄厚遭受冲压机负荷率总吨位的限定。因此,一次成功的密闭曲线图,边框线长短超出1500mm、薄厚超出10mm,就会有必需考虑到选用别的加工方式。
2)冲压件加工厂中冲裁件各垂直或曲线图的相接处,宜有适度的圆弧半径r。工件的圆角半径若设计方案过小或没有圆弧,则会给模具制造产生艰难。斜角衔接会使型腔热处理工艺时产生淬裂,与此同时,在冲压加工时斜角也很容易损坏、崩缺,严重危害工件的加工精度和磨具使用寿命。仅有在选用少无废弃物排样或在镶拼模构造时不必圆弧。
3)冲裁件样子应尽量设计方案得简易、对称性,使排样时废弃物至少,
4)冲裁件凸起或凹入一部分宽度不适合过小,应防止太长的悬壁与狭槽,
如果没有特别要求,冲裁件原材料为低碳钢时,悬壁与狭槽宽度应大于或等于2倍料厚;冲裁件原材料为紫铜、全铜、铝、合金钢时,其宽度应大于或等于1.5倍料厚。原材料薄厚不够1mm时,按1mm测算。
5)腰环形冲裁件,假如容许圆弧半径,则R应超过条料宽度的一半,不然会出现台肩造成。假如限制圆弧半径相当于工件宽度的一半,就无法选用少废弃物排样,不然会出现台肩造成,全部工件务必在一个冲次中进行。
6)冲孔机时,因为遭受模座抗压强度的限定,孔的规格不适合过小,其标值与孔的样子、原材料的物理性能、原材料的壁厚等相关。在不锈钢制品产品生产中,冲孔机孔径φ≥4t。
7、冲裁件与孔与孔中间,孔与外缘间的间距不适合过小,在不锈钢制品产品生产中,a≥4t.