联系:15111208812
邮 箱:461850164@qq.com
网址:www.nbtongchuang.cn
地 址:浙江省宁波市北仑区大碶街道莘峰村詹家97号2幢1号第五间
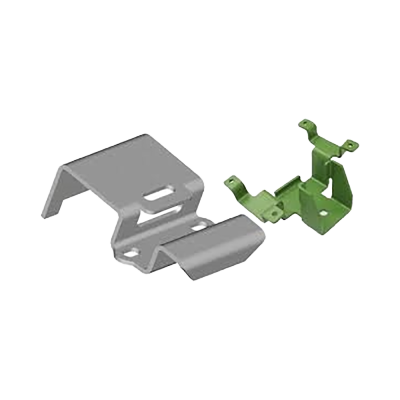
五金冲压件磨具冲压模具冲裁次序是如何安排的?
五金冲压件生产加工中先冲孔机或冲空缺,最终落料或断开,将冲裁件与条料分离出来,首先走出的孔能够作后面工序的定位孔;当定位规定较高时,则可冲裁定位用的工艺孔;
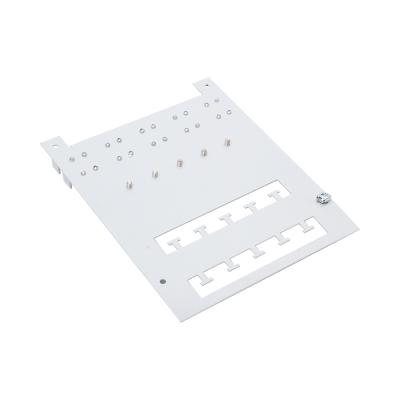
选用定距侧刃时,定距侧刃裁边工序安排与初次冲孔机同时进行,便于操纵给料进距;选用2个定距侧刃时,能够安排成一前一后,也可并排安排;
多工序冲裁件用单工序冲裁时的次序安排;
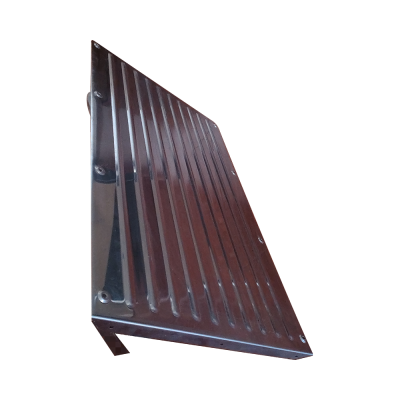
1、先落料使胚料分离出来,再冲孔机或空缺,后续工序的定位标准要一致,以防止定位偏差和尺寸链计算;
2、冲裁大小不同距离较近的孔时,为降低孔的形变,应先冲孔眼后冲小圆孔;
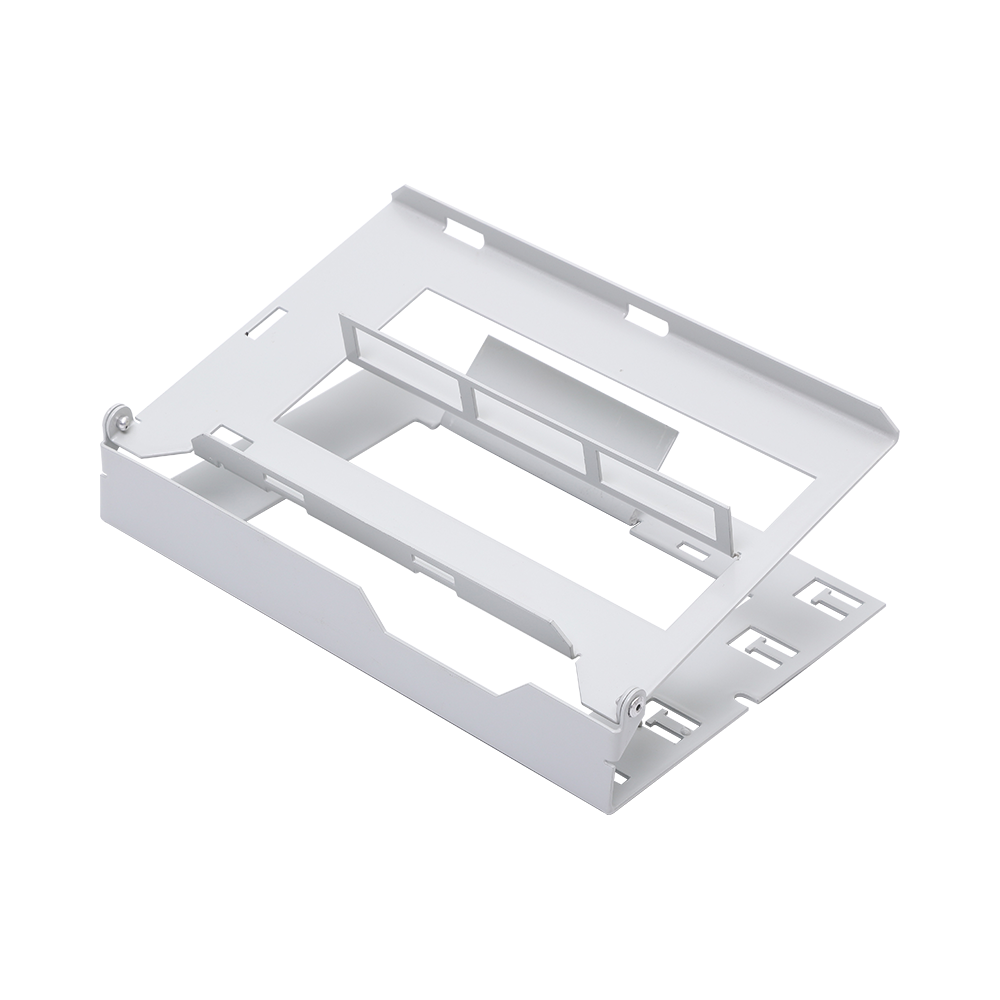
工艺方案明确后,必须开展必要性的工艺计算和优选机器设备,为五金冲压零件冲压模具给予需要的根据;