联系:15111208812
邮 箱:461850164@qq.com
网址:www.nbtongchuang.cn
地 址:浙江省宁波市北仑区大碶街道莘峰村詹家97号2幢1号第五间

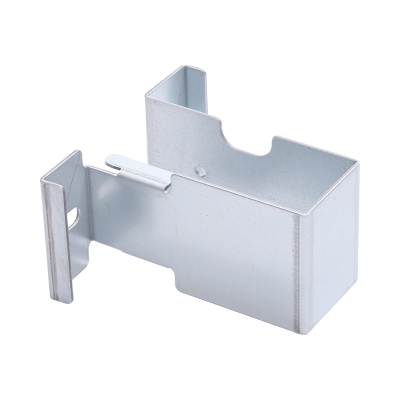
1.铝冲压件生产定制折弯后表面擦破难题
根本原因:①原料表面凸凹不平。②模座弯曲半径过小。③弯折空隙过小。
解决办法:①提升上下模模套的光滑度。②扩大下模模套弯曲半径。③调节弯折空隙
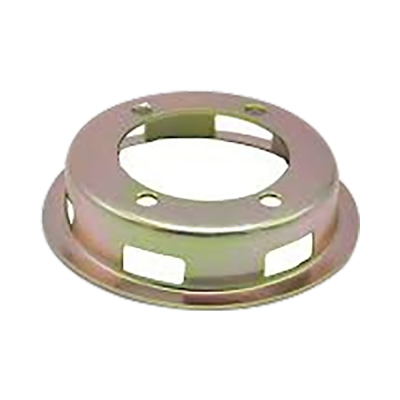
2.折弯件表面“浸蚀坑”“起皮”难题
根本原因:因为板才自身存有汽泡或雨淋状况,在生产加工时会发生“起皮”和“浸蚀坑”状况,一般难以用人眼发现,这样的事情非常少发生。
解决办法:选用磁粉探伤可以解决这一难题(成本费太高)。
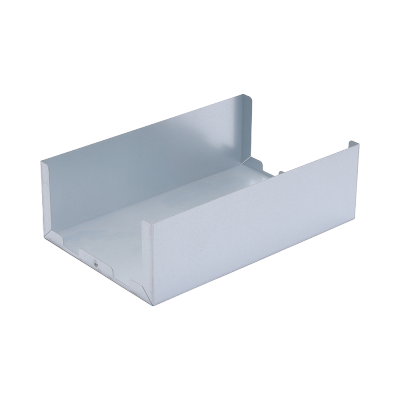
3.折弯回弹力难题
根本原因:在生产加工不一样材料(碳素钢、不锈钢板、铝合金型材)的料件过程中,假如机器设备程序编写主要参数调为一致,料件的回弹力会出现非常大的改变,或是视角过小,或是视角太大。
解决办法:依据冲压拉伸件加工折弯料件材料不一样(碳素钢、铝合金型材、不锈钢板),机器设备程序编写挑选待生产加工材料,调节折弯视角,处理回弹力难题。