门头沟精密五金冲压 冲压拉伸件加工
发布时间:2023-03-18 02:03:55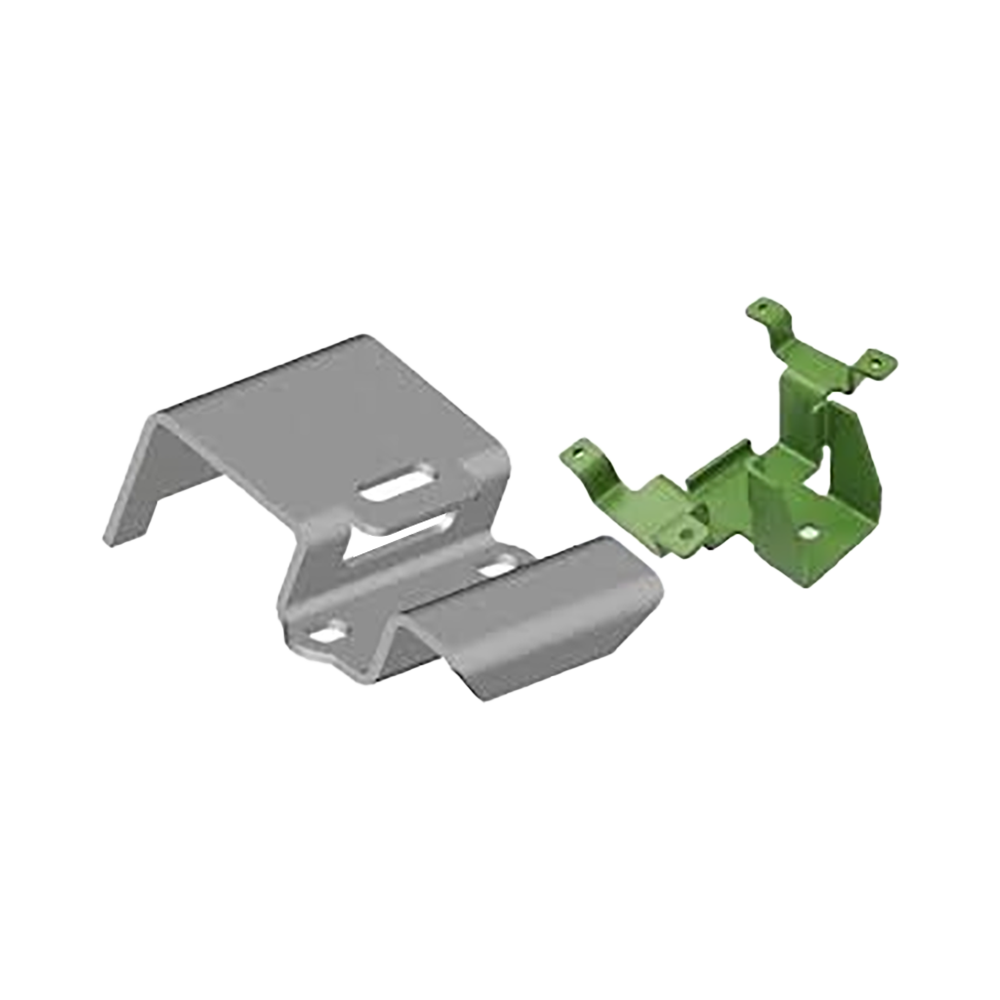
门头沟精密五金冲压 冲压拉伸件加工
在加工五金冲压件中,其剪切刃口的形式可分为平刃剪切、斜刃剪切和滚轮剪切; 一、平刃剪切是指用两剪刃相互平行的刀片,对五金冲压件板料或卷料进行分离的过程,这种平刃剪切方法,只能沿着直线剪切,它适用于剪切宽度小而厚度较大的五金冲压件板料及卷料; 二、斜刃剪切与平刃剪切不同,斜刃剪切是指板料或卷料在上刀片与下刀片,斜交成一定的角度的剪板机上进行剪切的过程;斜刃剪切时,其剪刃与被剪板料,不像平刃剪切那样,剪刃全部接触板料进行同时剪切,而是只一小部分接触板料逐渐进行剪切的,因而斜刃剪切比平刃剪切大大节省了剪切力;剪板机、手剪和台式手动剪床同属于斜刃剪切方式。
门头沟精密五金冲压 冲压拉伸件加工
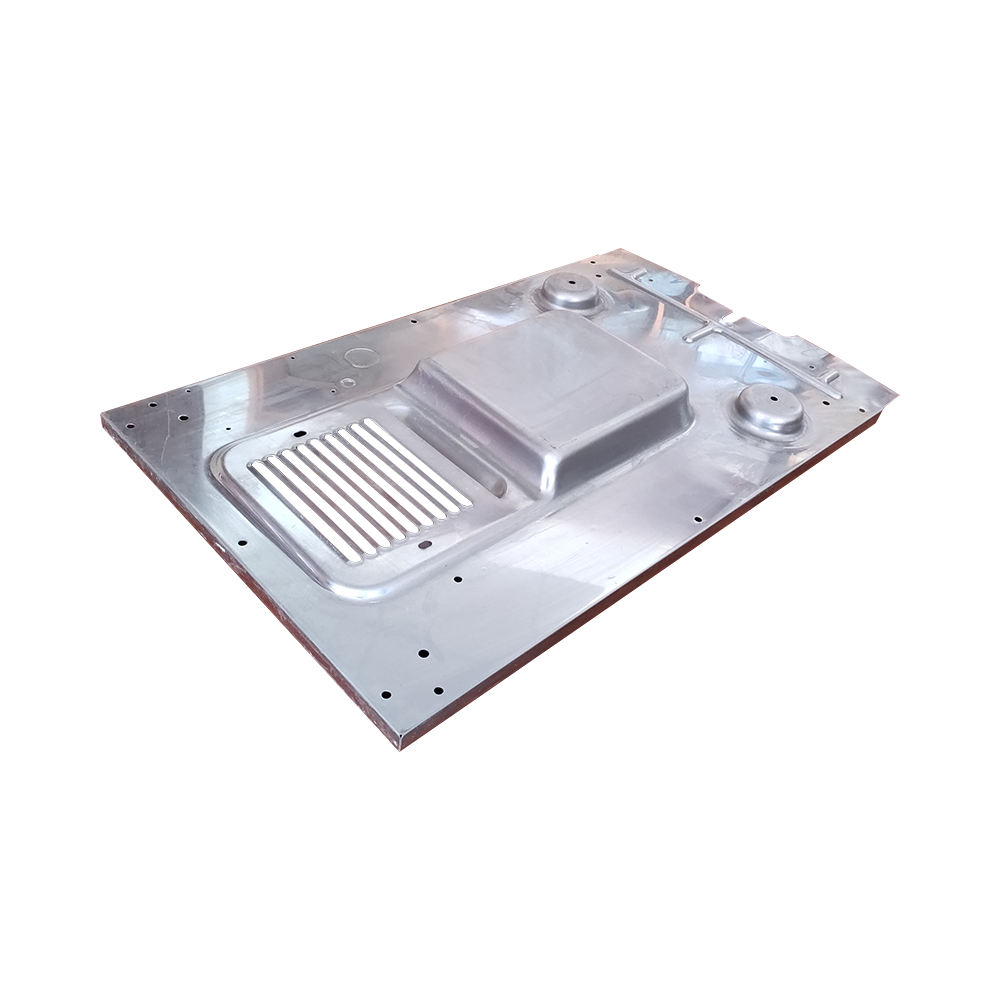
专业加工五金冲压件,机械零部件,碳钢件,如何计算圆筒形五金冲压件的拉深力和压料力呢?冲压加工厂家带您看一下; 一、拉深力的确定;由于影响拉深力的因素比较复杂,按照实际受力和变形情况来准确计算拉深力是比较困难的,所以,实际生产中通常是以危险断面的拉应力不超过其材料抗拉强度为依据,采用经验公式进行计算。对于圆筒形五金冲压件,首 次拉深的公式是: F=K1πditσb 以后各次拉深、F=K2πditσb ( i=2,3,…,n) 其中 F----拉深力,N; d 1 d 2…d n------各次拉深工序件直径,mm; t-----板料厚度,mm; σb---拉深件材料的抗拉强度,MPa; k1 , K2--------修正系数,与拉深系数有关。
门头沟精密五金冲压 冲压拉伸件加工
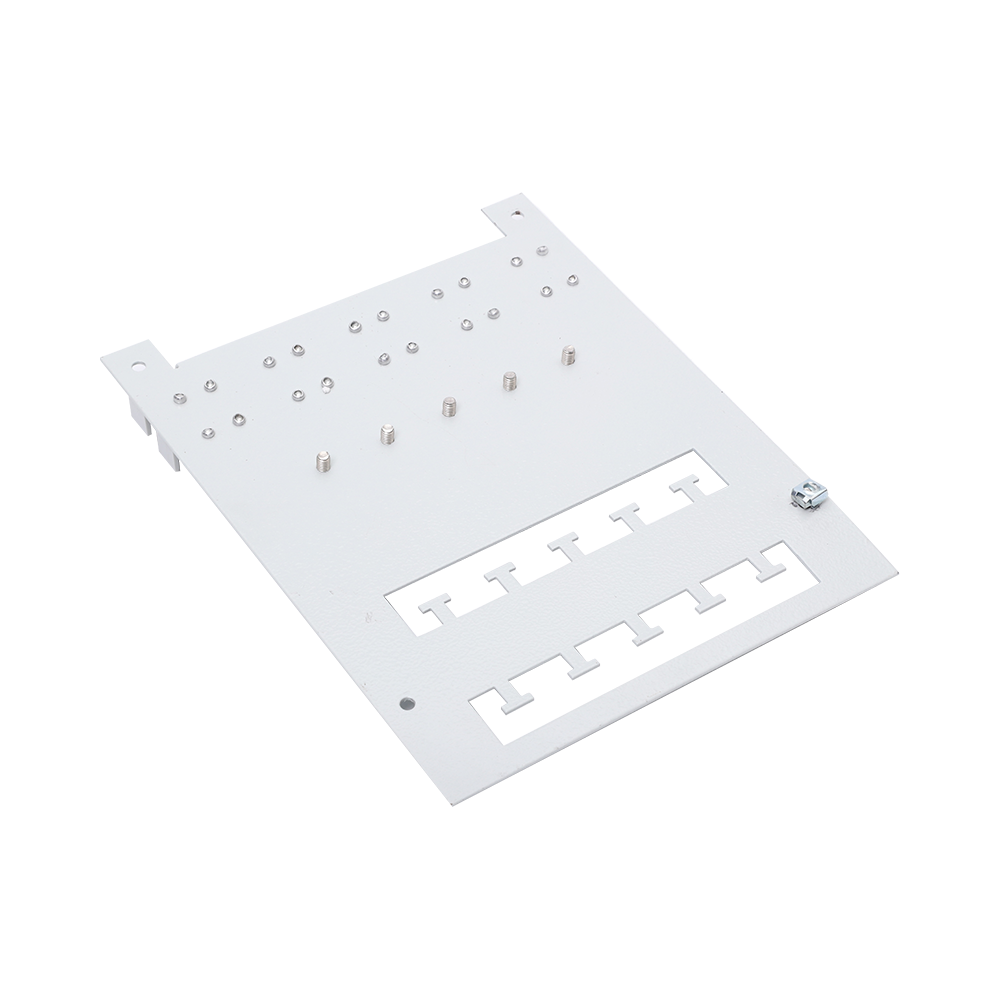
全自动冲压加工技术是降低金属冲压件加工成本的必要技术手段。全自动冲压生产线,是三维一体的大型生产线,其在使用的过程中可以有效的提高金属冲压零件加工的质量,使零件在加工的过程中实现全城自动化。提高了零件加工的工作效率高,减少了对原材料的需求,降低了工人的工作强度,使得厂家的生产金属零件所产生的利润得到了大幅度的提高。 冲压的形成始于工业制造生产中最普遍的生产方式并被广泛地用于家电、通讯、汽修、IT等行业的金属冲压件制造工业。目前大多数的金属零件生产厂家仍旧使用传统的金属冲压件加工方法,即使用人工手动送料。

门头沟精密五金冲压 冲压拉伸件加工
冲压件加工厂在生产冲压件之前,首先要设计冲压模具,好的冲压模具是制作五金冲压件的重要设备,那么冲压模具在设计时,大概有哪些步骤呢?下面我们看一下;1、首先是搜索模具设计的原始材料,这是模具设计前必不可少的技术准备;2、审查冲压件产品图和工艺过程卡片,在具备原始资料的基础上对产品图和工艺过程进行审查,分析产品零件的冲压工艺性,看一下工艺过程的制定和各工序草图是否合理,若发现冲压工艺性较差或制定的工艺方案不合理,则应向产品设计和工艺设计部门提出修改意见,经过同意后进行修改,只有这样,才能使产品设计,工艺过程编制与模具设计、模具制造直接更换的结合,取得更完善的效果;

门头沟精密五金冲压 冲压拉伸件加工
1、结构要素;五金冲压件的结构要素是工艺性的重要内容,冲压件的形状尺寸和精度要求等合不合理,将直接影响到材料的选用和消耗、冲压工序的内容不同和工序数的多少、模具的结构和寿命长短、模具设计维修、产品质量和生产等等,所以,在冲压件产品设计时必须充分考虑冲压件的结构工艺性; 2、选材;材料的使用性能,即材料的力学性能、物理和化学性能,它影响五金冲压件产品或零件的使用性能和质量;材料的工艺性包括成形性、可加工性、连接性、热处理和表面处理的工艺性,它们对制造方法的选用和制造成本的影响很大; 3、毛坯的选择; 4、质量技术指标;要根据使用要求选择质量技术指标,不要过高地提高产品或零件的技术要求。

门头沟精密五金冲压 冲压拉伸件加工
冲压件加工,其坯料主要就是板材、带材、管材及其他型材,利用冲压设备通过冲压模具的作用,使其加工成所需的零件形状和尺寸;冲压件加工的中的三大要素就是材料、模具和设备;冲压件加工中要求其材料具有较高的塑性和韧性,较低的屈强比和时效敏感性等;一般要求碳素钢的伸长率σ≥16%。屈强比σs/σb≤70%,低合金高强度钢σ≥14%、σs/σb≤80%,否则,冲压成形性能就比较差;模具是冲压件加工中的主要工艺装备。五金冲压件的表面质量、尺寸公差、生产率以及冲压件加工厂家的经济效益等都与模具结构及合理的设计有很大的关系。